Change Country
-or-

Conducting Root Cause Analysis is not an easy task and whilst tools like the 5 Whys in particular, and Fault Tree Analysis help to a large extent, one of the most common pitfalls in RCA is not testing the Corrective and Preventative Actions taken to address the Root Cause. Likewise, not collecting test data or sufficient data to verify the effectiveness of the Actions before formally closing out the RCA is another common pitfall.
Root Cause Analysis should always be based on evidence backed up by a credible set of data and in fact the real test of whether you have established the true root cause is that one should be able to recreate the problem………i.e. switch it on and switch it off. In some cases this is not feasible from a cost, time or operational perspective but if the situation warrants it this is indeed the ultimate test of true root cause.
Let’s take this example below where the Primary Metric is OEE (Overall Equipment Effectiveness) being impacted by intermittent unplanned downtime as a result of bottles being jammed in the Corker (i.e. where corks are being inserted into the bottle head after product filling).
Problem: Corker Machine has unplanned downtime affecting line OEE
WHY Because corker is intermittently stopping and not releasing bottles
WHY Because the bottles are jamming in the corker head
WHY Because contour and variation in geometry of shoulder of bottle is causing jamming
WHY Because corker head is not suitable for current bottle design (in particular neck & shoulder)
WHY Because corker head was designed for an older version of bottle
ROOT CAUSE: Corker head not modified to suit new bottle design
Action: Modify corker head design to allow bottle enter and exit corker head without jamming
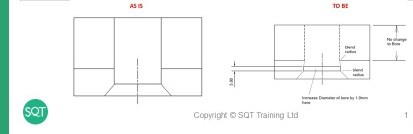
The 5 Why established the root cause as the Corker Head Design not being suitable for the current Bottle (i.e. the neck and shoulder) and the Preventative Action taken was to modify the corker head as illustrated above to prevent the jamming. A series of trials were then conducted to verify the effectiveness of the design modification with the result being zero jamming on the Corker Head. More importantly the Team saw a reduction in the unplanned downtime and an increase in OEE within a number of shifts and a clear sustainable trend over 6 weeks for unplanned downtime.
In terms of the big Picture
Submitted by our Expert Lean Six Sigma Tutor, Eamon O’Bearra
View full details of our Lean Six Sigma training courses
Sign up to receive the latest industry and company news direct to your inbox.